Basics of Grinding Wheel
Constituents of grinding wheel
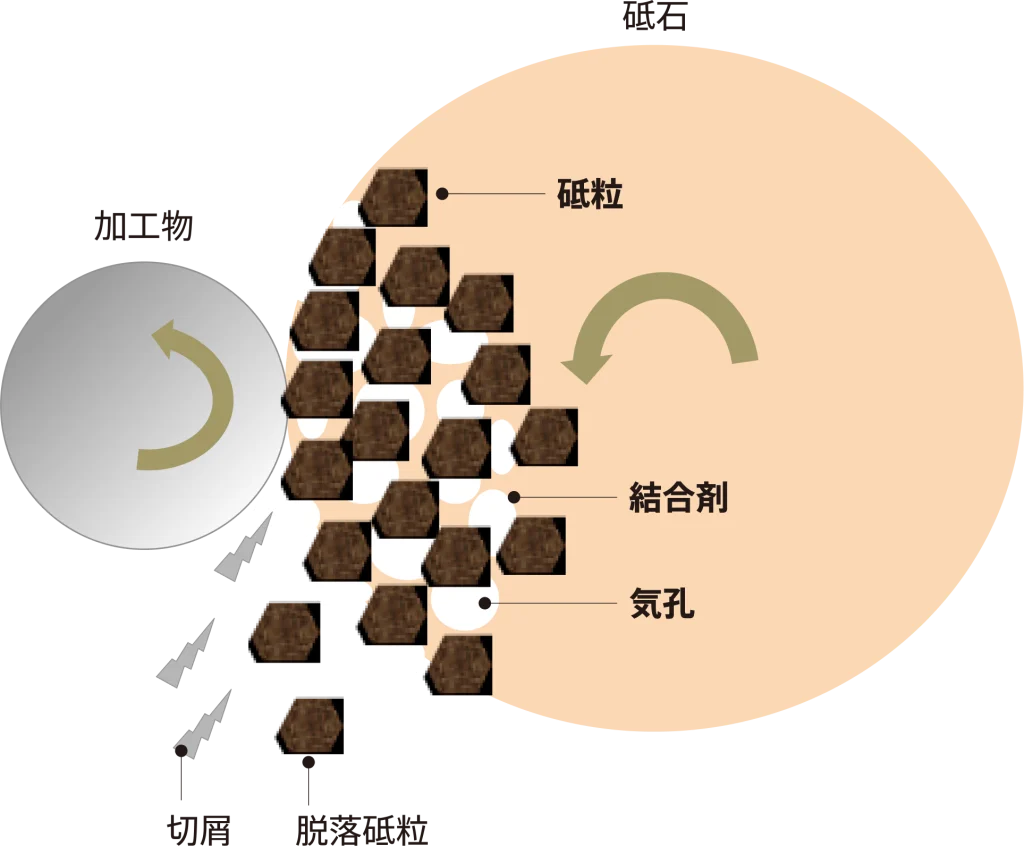
Grinding wheels are made of 3 elements _grain, bond, pore.
These elements can be described by 5 factors, which are written on specifications.
3 elements
- Grain Cutting edges
- Bond Holder of the cutting edges
- Pore Plays role of chip pocket
5 factors
- Type of abrasive
- Grit size
- Hardness grade
- Structure (vol.% of abrasive)
- Type of bond
Display Method of Grinding Wheel Specifications (JIS)

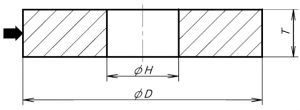
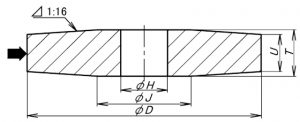
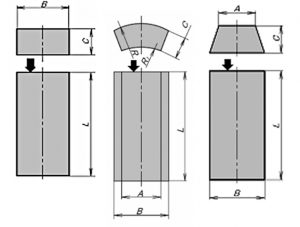
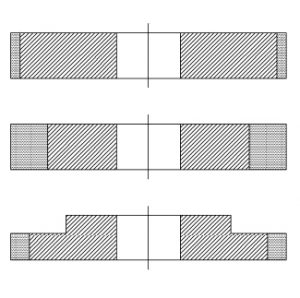
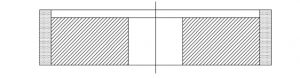
Grinding Wheel Shape Codes and Names (JIS R6242) [ ↑Usage Surface ]
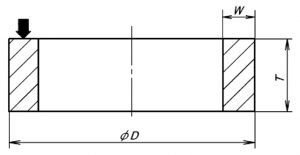
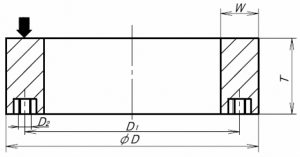
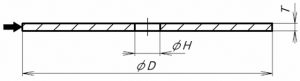
| Type 1 Flat | Type 2 Ring T≧W | Type 3 Single-Tapered |
 |
 |
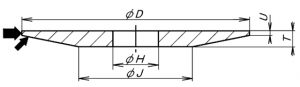 |
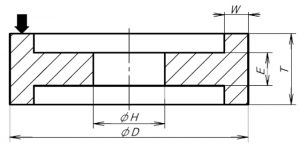
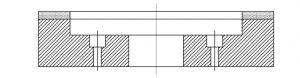
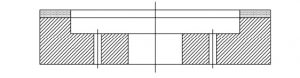
| Type 4 Double-Tapered | Type 5 Single Concave | Type 6 Straight Cup |
 |
P≧フランジ径 X 1.02+4 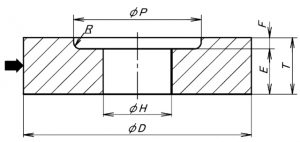
E≧T/2 |
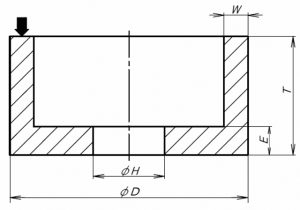
E≧T/4 W≦E |
| Type 7 Double Concave | Type 7 Double Concave | Type 11 Tapered Cup |
P≧フランジ径 X 1.02+4
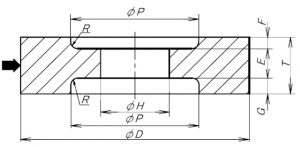 E≧T/2
E≧T/2 |
E≧T/4 |
K≧フランジ径+2R 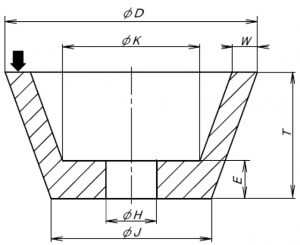
E≧T/4 W≦T |
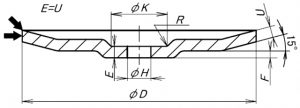
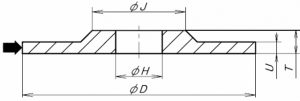
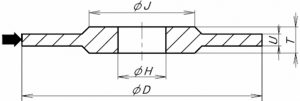
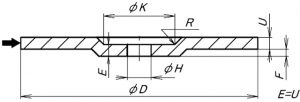
| Type 12 Dish | Type 13 Saw Dish | Type 20 Single Relief |
|
K≧フランジ径+2R 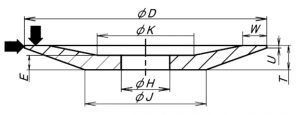
E≧T/2 |
K≧フランジ径+2R 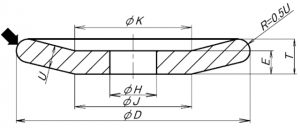
U=E R≧U/2 |
K≧フランジ径+2R 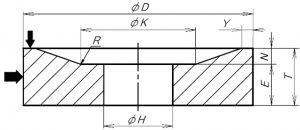
E≧T/2 |
| Type 21 Double Relief | Type 22 Single Relief Single Concave | Type 23 Single Concave Relief |
|
K≧フランジ径+2R 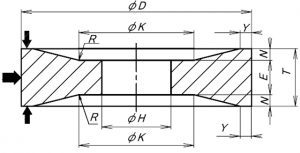
E≧T/2 |
P≧フランジ径 X 1.02+4 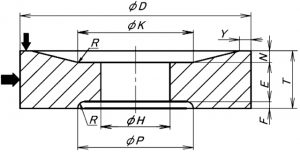
E≧T/2 |
P≧フランジ径 X 1.02+4 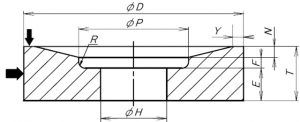
E≧T/2 |
| Type 24 Single Relief Double Concave | Type 25 Double Relief Single Concave | Type 26 Double Relief Double Concave |
|
P≧フランジ径 X 1.02+4 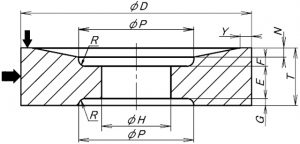
E≧T/2 |
P≧フランジ径 X 1.02+4 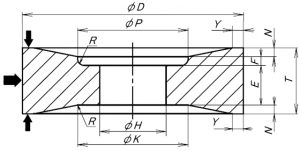
E≧T/2 |
P≧フランジ径 X 1.02+4 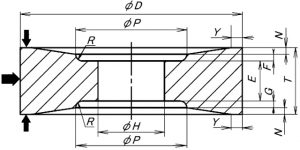
E≧T/2 |
| Type 27 Offset | Type 28 Offset | Type 31 Segment |
 |
 |
 |
| Type 35 Disk | Type 36 Disk with Nut | Type 37 Ring with Nut |
|
接着又は機械的に取り付け 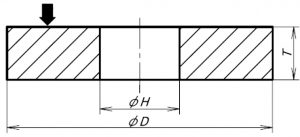 |
 |
 |
| Type 38 Single Dovetail | Type 39 Double Dovetail | Type 41 Flat Cutting Wheel |
 |
 |
 |
| Type 42 Offset Cutting Wheel | Type 52 Mounted Wheel | Type 54 Honing Wheel |
 |
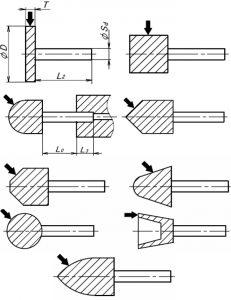 |
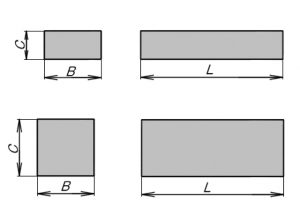 |
| Type 90 Hand Grinding Wheel | ||
 |
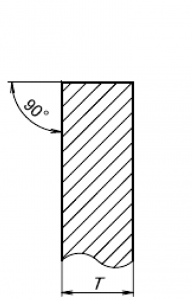
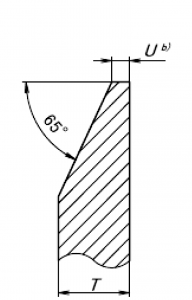
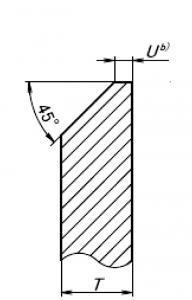
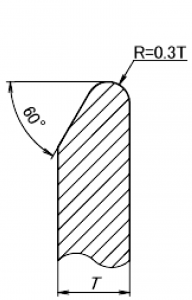
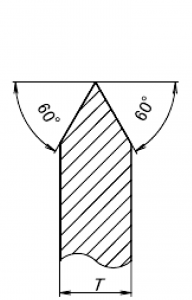
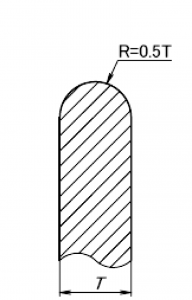
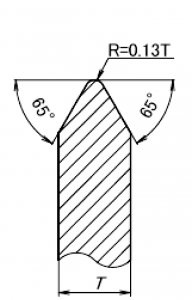
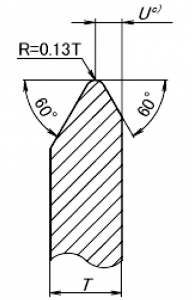
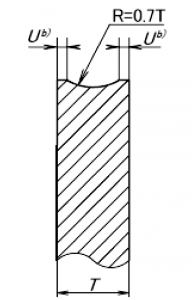
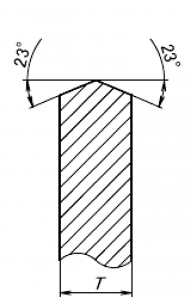
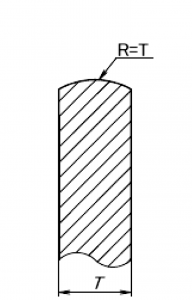
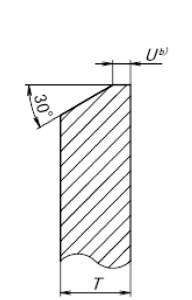
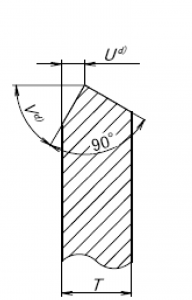
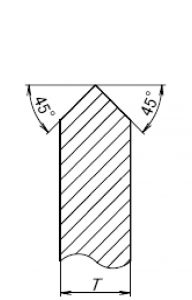
研削砥石の標準縁型形状
 |
 |
 |
 |
 |
 |
 |
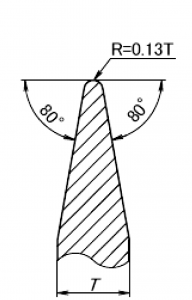 |
| A | B | C | D | E | F | G | H |
 |
 |
 |
 |
 |
 |
 |
|
| I | J | K | L | M | N | P |
Safety information
Prohibitions during transport (3 rules)
- Do not roll
- Do not drop
- Do not crash
Storage Precautions
- Avoid hitting
- Avoid too much stacking
Regulations
- NEVER use wrong surface of the grinding wheel.
- NEVER exceed max. speed stated by manufacturer.
- Always mount on the proper flanges.
- Always idle for 1 min before you actually start grinding.
Idling shall be more than 3 min when the wheel is exchanged.
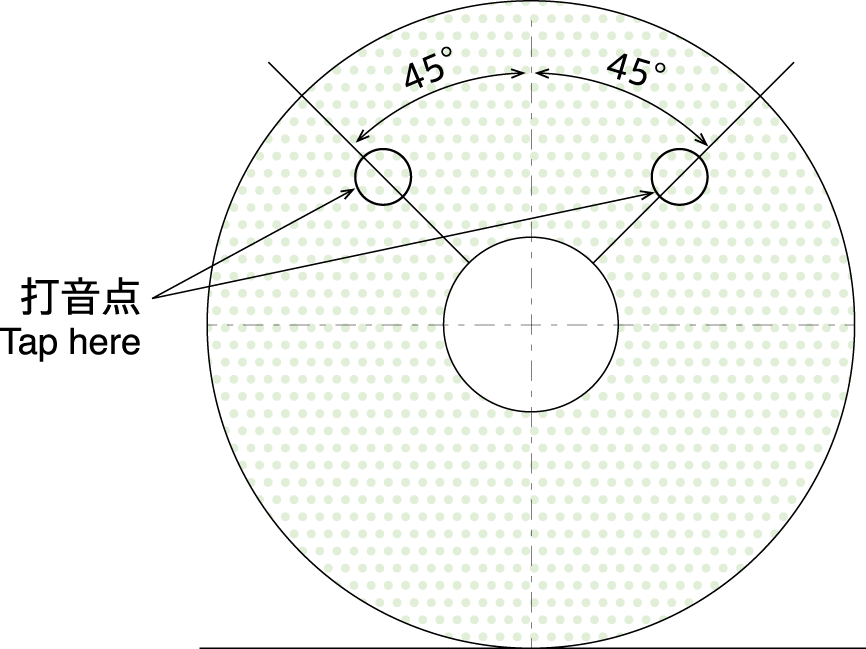
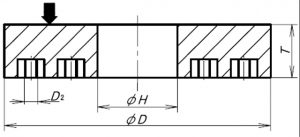
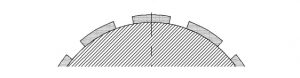
Sound check
- Use non-metallic hammer
- Tap the points shown above
(Tap entire circumference if possible) - Tapping shall be very lightly
Basics of Super-abrasive Wheel
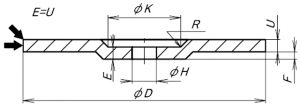
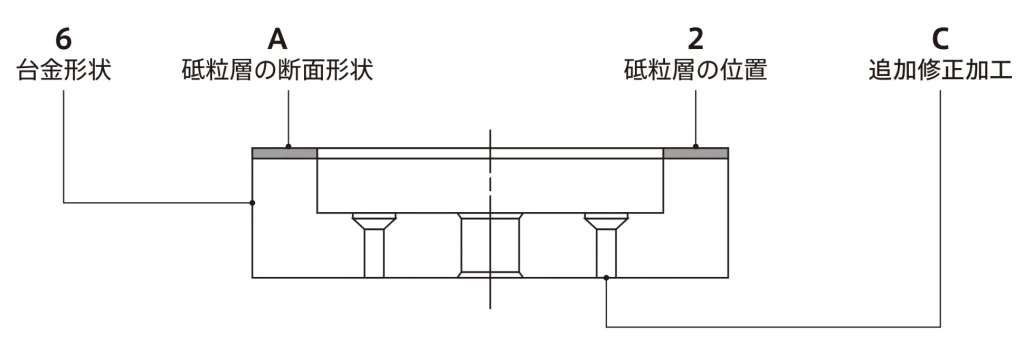
Shape code of the super abrasive wheels (JIS-B4131)
Shape code consists of following 4 parts.
- Basic core shapes
- Shapes of abrasive cross section
- Location of abrasive section
- Modification
Basic Core Shapes and Numerical Codes
| 1 | 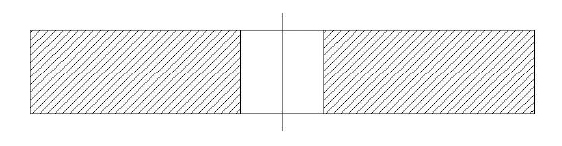 |
9 | 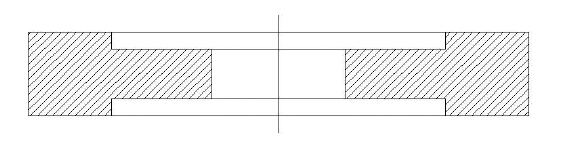 |
| 3 | 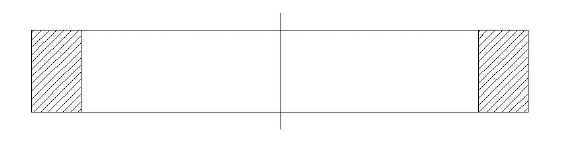 |
11 | 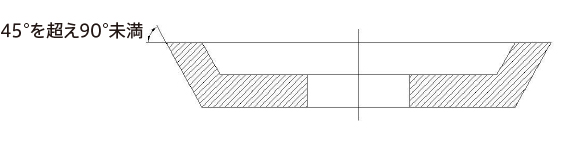 |
| 3 | 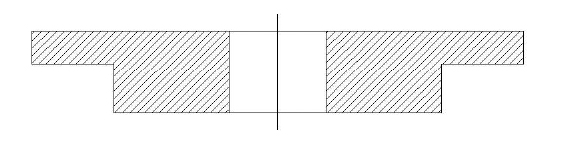 |
12 | 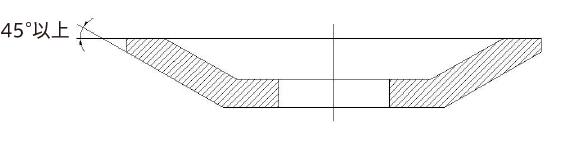 |
| 4 | 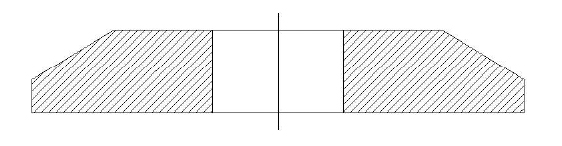 |
14 | 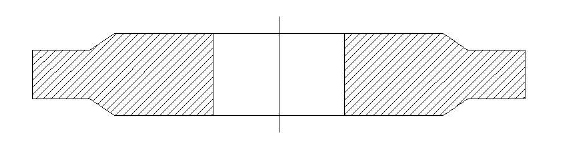 |
| 6 | 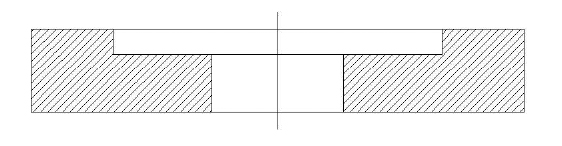 |
15 | 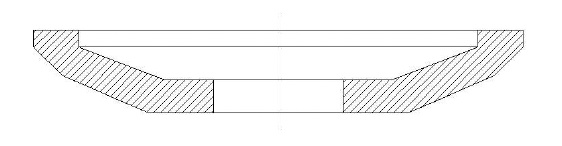 |
Cross-Sections of Abrasive Layer and Alphabetical Codes
| A | 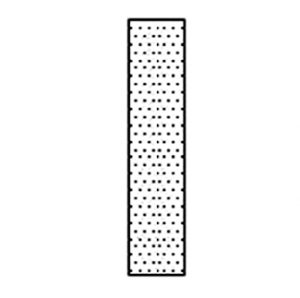 |
D | 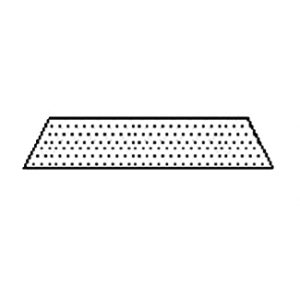 |
FF |  |
L |  |
 |
|
| AH |  |
DD | 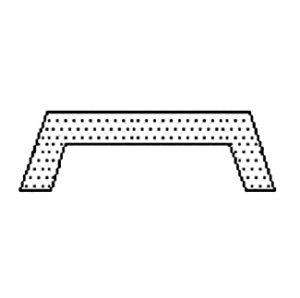 |
G | 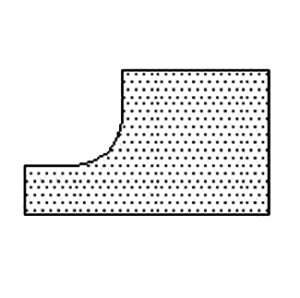 |
LL | 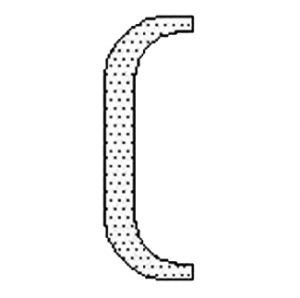 |
S | 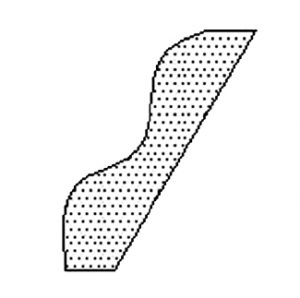 |
| B |  |
E |  |
H |  |
M |  |
U |  |
| C |  |
EE |  |
J |  |
P |  |
V |  |
| CH |  |
F |  |
K |  |
Q |  |
Y |  |
Positions of Abrasive Layer and Numerical Codes
| 数字 | 位置 | 数字 | 位置 | ||
 |
1 | 外周 |  |
2 | 側面 |
 |
3 | 両側面 |  |
4 | 内側に傾斜又は 丸みをもつもの |
 |
5 | 外側に傾斜又は 丸みをもつもの |
 |
6 | 外周の一部 |
 |
7 | 側面の一部 |  |
8 | 全体 |
 |
9 | 角部 | 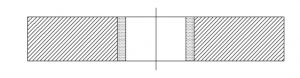 |
10 | 内周部 |
Additional Modifications and Alphabetical Codes
| アルファベット文字記号 | 加工内容 | アルファベット文字記号 | 加工内容 | ||
 |
B | 段付き穴 | 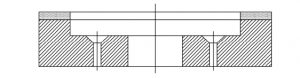 |
C | 皿穴 |
 |
H | ストレートな穴 | 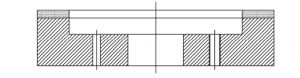 |
M | ストレートな穴とねじ穴 |
 |
P | 片側の逃げ | 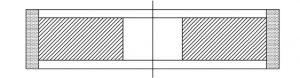 |
R | 両側の逃げ |
 |
S | セグメント形状 |  |
SS | スロット付き セグメント形状 |
 |
T | ねじ穴 |  |
Q | 砥粒層の挿入 |
 |
V | 逆向き砥粒層 | 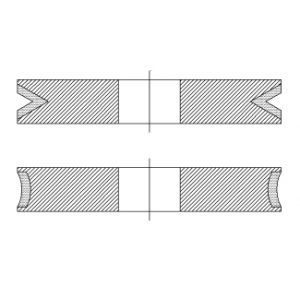 |
Y | 砥粒層逆向き挿入 |